


一、条纹
1.摩擦纹(铝挤线)
模具每次光模上机挤压后,纹路都能一一对应,有轻有重。
主要原因
在挤压过程中,型材流出模孔的瞬间与工作带紧紧地靠在一起,构成一对热状态下的干摩擦副,且将工作带分成两个区——粘着区和滑动区。在粘着区内,金属质点受到至少来自两个方面的力的作用:摩擦力和剪切力。当粘着区内金属质点所受摩擦力大于剪切力时,金属质点就会粘附在粘着区工作带表面上,并将型材表面擦伤而形成摩擦纹。
解决办法
①调整模具工作带出口角α,使其在-1°~-3°范围内,这样可降低工作带粘着区高度,减小该区的摩擦力,增大滑动区;
②进行高效的模具氮化处理,使模具表面硬度保持在HV900以上;工作带表面渗硫可降低粘着区摩擦力,减少摩擦纹。
2.组织条纹主要原因
铸锭铸造组织不均匀,成分偏析,铸锭表皮下存在较严重的缺陷,铸锭的均匀化处理不充分等,在随后的挤压过程中导致型材表面成分不均匀,从而使型材氧化后的着色能力不相同,形成组织条纹。

解决办法
①合理执行铸造工艺,消除或减轻组织偏析;
②铸锭表面去皮;
③认真进行铸锭均匀化处理。
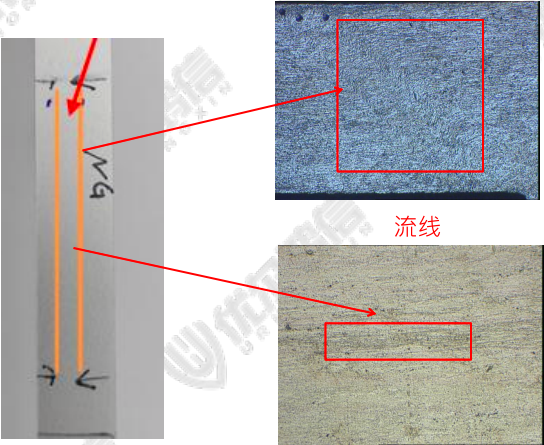
3.金属亮纹
在氧化白料中表现发亮,大多数情况下为笔直条状且宽度不定,在氧化着色料中该条纹呈浅色条状。

主要原因
由于金属流动出现摩擦或变形极其剧烈时,金属局部温度会上升很 高,另外金属流动不均匀也会导致晶粒发生剧烈破碎,然后发生再结晶,致使该处组织发生变化,在随后的氧化处理中导致型材表面出现纵向的亮条纹,着色处理中致使型材着不上色或呈现浅色条纹。
解决办法
①合理设计模具结构;
②模具加工要注意工作带的过渡,防止出现工作带落差;
③保证模桥呈水滴形,消除棱角。
二、波浪、扭拧、弯曲
波浪、扭拧、弯曲是由于金属流动不均匀造成的型材外形缺陷。
主要原因
①模具工作带设计不合理导致金属流动不均匀;
②挤压速度过快或挤压温度过高导致金属流动不均匀;
③模具型孔布局不合理造成金属流动不均匀。
解决办法
①修整模具工作带使金属流动均匀;
②采用合理的挤压工艺,在保证出口温度的前提下尽量采用低温挤压;
③合理设计模具结构。













